
Channel Department, Quality Control Department, and Certification Department jointly evaluate and audit suppliers.
Team members are experienced senior employees with professional and rigorous working attitudes.
Cooperating with CECC laboratories, efficient and professional testing capabilities.
Factory-standard storage environment with standardized inbound and outbound processes.
We procure exclusively from original manufacturers or authorized channels to eliminate
Each supplier is strictly evaluated to ensure consistent product quality and delivery reliability.
Complete batch traceability with full documentation to guarantee transparency and accountability.
Continuous tracking of suppliers’ quality and delivery performance with proactive risk alerts.
Collaborating with suppliers to drive ongoing quality enhancement and supply chain resilience.
Inspecting product appearance, label, and packaging integrity to detect abnormalities early.
Strict control of moisture and ESD handling to safeguard component reliability.
Verifying part marking, date code, and batch consistency to avoid counterfeits or mixed lots.
Supporting independent lab testing when required to ensure quality assurance for critical projects.
Verify outer packaging integrity
Confirm original manufacturer labels
Check compliance with moisture-sensitive packaging requirements
Perform external appearance inspection and measurements on components to ensure quality standards.
Arrange various testing procedures based on special requirements from customers.
Complete component information entry into the system based on actual delivery status.
Print storage labels and place goods in corresponding locations to complete shelving process.
Business submits delivery application, warehouse ships goods, and the inspection process is completed.

Judging whether the label content and materials are reasonable
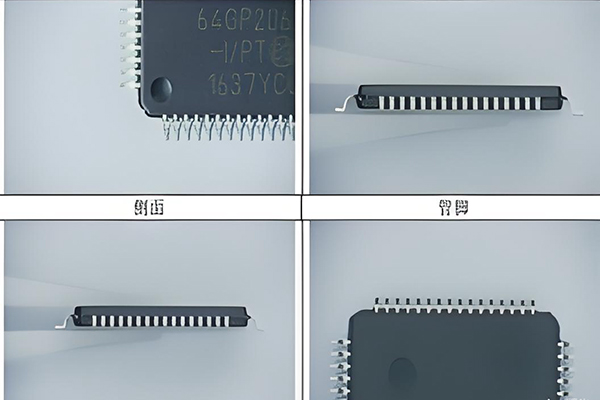
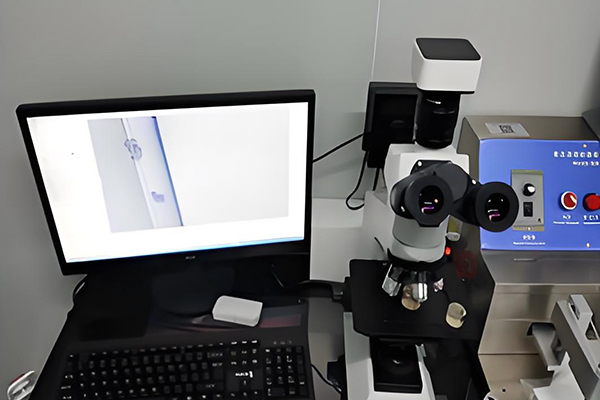
Judging whether there are problems with the appearance details of the chip
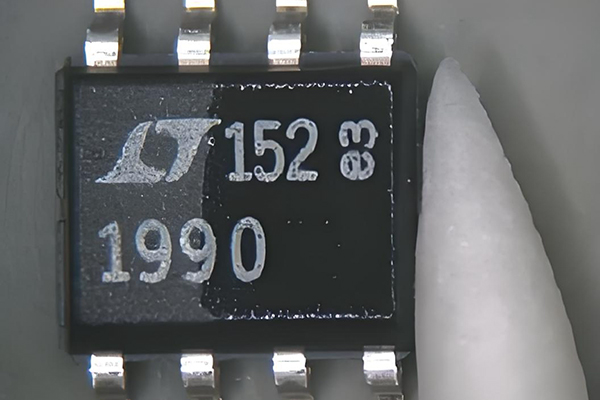
Judging whether there are problems with the printing quality

Non-destructive inspection of internal connections and dimensions of the chip
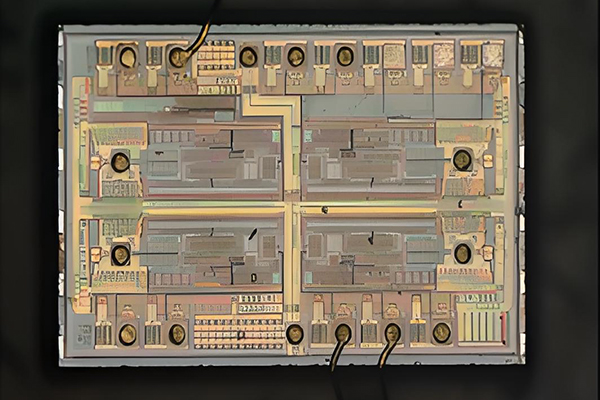
Open the cover to check the internal element surface lines and LOGO
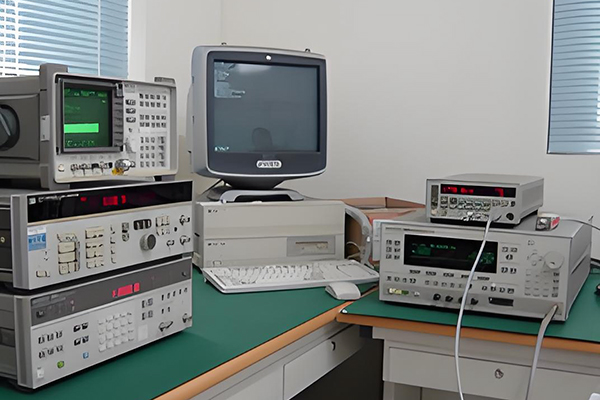
Power-on verification of functionality and performance
Verify whether the chip can read and write information normally

Test chip function performance under high and low temperature conditions
Check compliance with environmental requirements such as RoHS, Pb, HF
NSMD mounting on machine to check solderability of chip pins
Conduct cause analysis for damaged chips

Performance testing in thermochemical aspects
Perform section inspection by cutting components
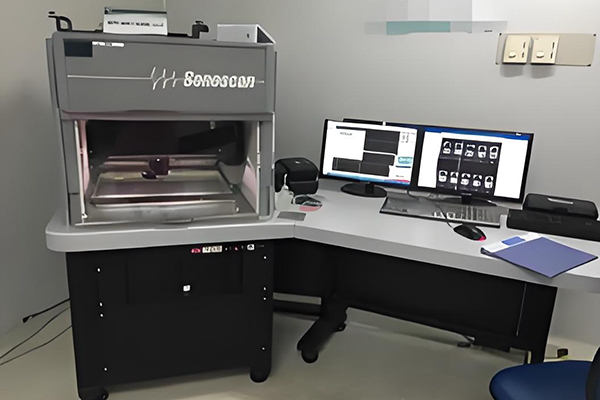
Inspect for bubbles and delamination inside ICs

Internal company test report
Third-party test report from cooperative institutions

The warehouse floor, shelves, and operating tables have all undergone grounding treatment. Operators are equipped with anti-static wristbands and full sets of anti-static clothing. Anti-static elimination devices are installed at warehouse entry and exit positions.
Temperature: 25°C ± 5°C
Humidity: 30%RH — 60%RH
The warehouse is equipped with temperature and humidity display screens, and staff records temperature and humidity at various times daily, which is regulated by air conditioning and dehumidifiers.


Logistics personnel have clear job responsibilities and skilled cooperation. With the continuous improvement of our self-developed EBS system functions, more convenient inbound and outbound operations have brought higher shipping efficiency.